Mekanik tasarımı öğrenin, bu bilgi noktaları kesinlikle size yardımcı olacaktır
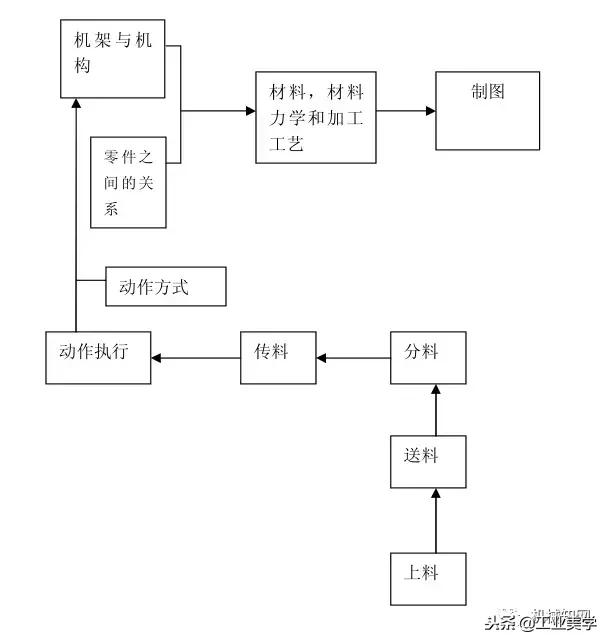
Mekanik tasarımın temel 6 öğesi:
Malzeme, işleme teknolojisi, malzeme mekaniği, çerçeve ve mekanizma arasındaki ilişki, parçalar, çizim
Mekanik düşünmenin 6 temel öğesi:
Yükleme, besleme, bölme, aktarma, eylem yürütme, eylem modu
Mekanik tasarımın mantıksal düşüncesinin bir taslağı:
1. Malzemeler
A.Metal olmayan malzemeler:
1. Kırmızı (siyah) Bakalit - dirsek
2. Şeffaf akrilik (pleksiglas)
3. Beyaz (siyah) dübel çeliği - ürünü yerleştirin
4. Teflon - Ürüne zarar vermeden ürünü yerleştirin
5. Silikon Yüksek sıcaklık direnci
ABS (plastik)
POM - pinyon dişlisi
Poliüretan - sürtünmeye dayanıklı (kağıt rulosu), çok düşük elastikiyet
6. Tutkal Silikon - sürtünmeye dayanıklı ve biraz elastik (periton çerçevesi)
Kauçuk - sürtünmeye dayanıklı (daha fazla esneklik ile)
Youli Tutkal (Elastomerik Tutkal) - Sürtünmeye ve büyük esnekliğe karşı direnç (Mürekkep transfer çubuğu)
7. Asbest - Yalıtım Yalıtım Levhası
8. Naylon dişli (gürültüyü azaltmak için)
9. PVC (borular, bağlantılar, vanalar), PP, temperli cam
10. Trigeminal kauçuk şerit (pleksiglas kakma), astar bandı (modifikasyon), fiber kumaş
11. mühür:
A. Hammadde bandı, sızdırmazlık maddesi (korozyon direnci), cam tutkalı (su geçirmez), PVC yapıştırıcısı (yapışkanlık);
B. Flor kauçuk, PEEK, PVDF, EPDM, OVA bandı
İstisna: Teflon bant (yüksek sıcaklık direnci), hortum kelepçesi, dirsek kelepçesi (hızlı kelepçe), gergi tokası (hızlı kelepçe)
B. Metal malzemeler
1. Demir
Gri dökme demir: HT200, HT250 (çerçeve, dişli, sürtünme sürgüsü) Teknik gereksinimler: Döküm yüzeyinde soğuk bariyer, çatlak, çekme delikleri, delici kusurlar ve ciddi eksik kusurlar (alt döküm ve mekanik hasar gibi) yok
Sfero döküm: QT600-3, QT700-2 (yüksek gerilme mukavemeti, aşınma direnci), QT250 (yağ çubuğu sınır manşonu)
Dövülebilir dökme demir: KTB350-04
S136H (paslanmaz demir)
Soğuk haddelenmiş levha - galvanizli levha (SPGC)
Sıcak haddelenmiş tahta
2. çelik
Karbon yapısal çelik: Q235A = A3 (kaynak parçaları, yapısal parçalar)
Yüksek kaliteli yapısal çelik: 10 # (yüksek tokluk, destek olarak kullanılabilir), 45 # (dişli, şaft, sonsuz vb.), 65Mn (yay)
Düşük alaşımlı yüksek dayanımlı yapısal çelik: Q295A
Alaşımlı yapısal çelik: 40Cr, 45Cr (dişli, şaft, krank mili, sürtünme kaydırıcısı), krom kaplı çubuk
Profil çeliği: soğuk çekilmiş yuvarlak çelik (kare çelik, açılı çelik, yassı çelik), yüksek akma sınırı, zayıf plastiklik
İstisna: köşebent, köşebent alüminyum
Çelik boru: sıradan çelik boru, kaynaklı çelik boru, dikişsiz çelik boru
Paslanmaz çelik: SUS304, SUS316 (levha, blok)
3. bakır
Kalay bronz (döküm), aşınmaya çok dayanıklı
Pirinç (H62)
4. Alüminyum ve alüminyum alaşımı
AL6061 (blok, kart)
Dökme alüminyum alaşımı (şasi)
İki. İşleme teknolojisi
Freze makinesi (freze) delme, raybalama; delme makinesi (matkap); el matkabı
Torna (tornalama aracı); planya; kesme makinesi-öğütücü
Tel kesme (yavaş tel), kıvılcım makinesi
Oyma işleme; CNC işleme
Döküm (dirsek)
Haddeleme makinesi; delme makinesi; kaynak
Yüzey işleme: zımparalama, sürtme, parlatma, taşlama
Demir (çelik): yüksek frekanslı su verme, su verme ve tavlama işlemi, ısıl işlem (HRC55-58 derece), soğuk işlem, doğal yaşlandırma, yapay yaşlanma,
Yüzey siyahı, krom kaplama, elektroforez, fırın boyası (parlak beyaz, pürüzsüz bilgisayar beyazı boya, kırışıklık beyazı, sıcak gri, siyah)
Alüminyum: oksitlenmiş siyah (beyaz) renk, elektrikle sert siyah (beyaz), kumlanmış oksidasyon, kahverengi oksidasyon
Doğal yaşlanma: İç stresi ortadan kaldırmak, deformasyonu azaltmak, boyutu stabilize etmek ve doğruluğu korumak için altı aydan bir yıla veya daha uzun süre açıkta bırakılır.
Yapay yaşlandırma: iş parçasını (çelik 100-150 , dökme demir 500-600 ) 8-15H ısıtın, ardından yavaşça oda sıcaklığına soğutun.
Soğuk işlem: Söndürme işleminden sonra, 0 ° C'nin (-30 ° C-150 ° C) altındaki düşük sıcaklıktaki bir ortama koyun ve östeniti martensite dönüştürmek, sertliği ve aşınma direncini iyileştirmek, boyutu stabilize etmek ve çeliğin ferromanyetizmasını iyileştirmek için soğutun.
3. Malzeme mekaniği
Çekme ve basınç dayanımının hesaplanması:
Plastik malzeme: = s / ns (gerilim = sıkıştırma)
Gevrek malzeme: == b / nb sıkıştırma = (4-5) x gerilim
Emniyet faktörü:
ns = 1,2-2,0 nb = 2,0-3,5
p ___ Orantısal limit e ____ Elastik limit s ___ Verim limiti b ____ Mukavemet limiti
Mukavemet koşulları: max = FN / A (gücü, tasarım bölümünü kontrol edin, izin verilen yükü belirleyin)
Hook kanunu:
1. = E * (izin verilen gerilim = elastik modülü x şekil değiştirme)
2. = Fn / A = L / L
3. L = Fn * L / E * A (mutlak deformasyon = eksenel kuvvet * çubuk uzunluğu / elastik modülü * kesit alanı)
= - u * (enine doğrusal şekil değiştirme = -Poisson oranı * elastisite modülü)
= d / d (enine doğrusal gerinim = enine mutlak deformasyon * çubuk çapı) = L / L
Uzama: = (L1-L) / L Alanın küçültülmesi: (A1-A) / A
> % 5 plastik malzemedir < % 5 kırılgan malzemedir
Kesme dayanımı:
Mukavemet koşulları: max = Fn / A (gücü, tasarım bölümünü kontrol edin, izin verilen yükü belirleyin)
Plastik malzeme = (0.6-0.8) (izin verilen çekme gerilmesi)
Gevrek malzeme = (0.8-1.0) (izin verilen çekme gerilmesi)
Ekstrüzyon gücü: 1max = FN / A
Plastik malzeme = (1.5-2.5) (izin verilen çekme gerilmesi)
Gevrek malzeme = (0.9-1.5) (izin verilen gerilme gerilimi)
Burulma gücü:
M = 9550P / n
M (harici çift moment) P: güç (KW) n: devir (d / dak)
max = Mmax / Wp
Plastik malzeme = (0.5-0.6) (izin verilen çekme gerilmesi)
Gevrek malzeme = (0.8-1.0) (izin verilen çekme gerilmesi)
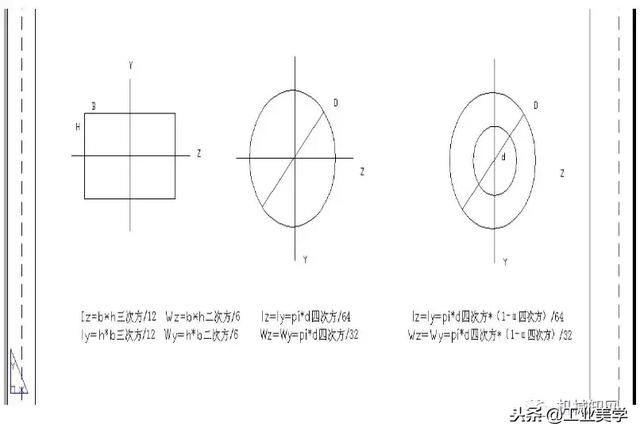
Wp (burulma kesit modülü) = pi * D kübik / 16 (katı)
Wp (büküm kesit modülü) = pi * D kübik / 16 * (1- dördüncü kuvvet) (içi boş)
Ip (kutup atalet momenti) = pi * D dördüncü kuvvet / 32 (katı)
Ip (kutup atalet momenti) = pi * D dördüncü kuvvet / 32 * (1- dördüncü kuvvet) (içi boş)
= d / D
Güç koşulları: max = Mmax / Wz (eğilme kesit modülü) (mukavemeti kontrol edin, tasarım kesiti, izin verilen yükü belirleyin)
Wz: eğilme kesit modülü Iz: şaft atalet momenti
Eğilmenin belirleyicileri: Güç, bükülme, açı
Malzeme mekaniğinin ekipman üzerindeki etkisi: Güvenlik, stabilite, malzeme tasarrufu
Kararsız ekipman faktörleri:
1. Boyut hatası işleme 2. Yanlış montaj 3. Maddi iç kuvvetteki değişiklikler 4. Güç, izin verilen stresten daha büyüktürDört, çerçeve ve mekanizma
A. çerçeve
Genel çerçeve: 1. SB kiriş, C-şekilli oluk, köşebent, yuvarlak boru, kare boru, dikdörtgen boru, alüminyum profil
1. Döküm gövde
Kısmi raf:
1. Alüminyum profil, dikey plaka + ayar plakası, takviye, köprü tipi, dikey plaka, eğimli plaka, yatay plaka 2. Kolon, plaka + kolon, plaka + kolon + plaka 3. Kutu, dikey plaka + kolonParça şekli bileşimi: yuvarlak, kare (iki taraf), üç taraf, dört taraf, beş taraf, altı deformasyon koordinat sistemi
B. Organizasyon
1. Güç kaynağı:
A.Silindir: kolsuz, tek çubuklu, çift çubuklu, dönen silindir, manipülatör
B.Motor: sıradan motor, değişken hızlı motor, elektromanyetik fren motoru, step motor, servo motor
Emme fanı, üfleyici, vakum pompası, yağ pompası
Çeşitli motor hesaplama formülleri:
A. Servo motor, kademeli motor
1. Kendi kendine çalıştırma (düşük hız aralığı, büyük hızlanma torku)
Koşu dalgası hızı: eylem dalgası sayısı / konumlandırma süresi (eylem dalgası sayısı = (L / Lrev) * (360 derece / s))
(s adım açısıdır)
2. Hızlanırken:
Hızlanma süresi = konumlandırma süresi * 0,25 (s)
Çalışan dalga hızı f = (eylem dalgası sayısı-başlangıç dalga sayısı * hızlanma / yavaşlama süresi) / (konumlandırma süresi-hızlanma / yavaşlama süresi) = (A-f1 * t1) / (t0-t1)
Koşu hızı = (koşu dalgası hızı * adım açısı * 60) / 360
Hızlanma torkunu hesaplayın:
Kendi kendine çalıştırma sırasında: Ta == n = 3.6 derece / s
Hızlanırken: Ta ==
Gerekli tork:
Gerekli tork = (yük torku + hızlanma torku) * güvenlik oranı = (Tl + Ta) * (1.5 ~ 2)
Hızlanma ve yavaşlama eğimi:
Hızlanma ve yavaşlama eğimi = (hızlanma ve yavaşlama süresi / çalışan dalga hızı-başlangıç dalga hızı) = (t1 / f2-f1) > 20 veya 30 (kısmi servo adım koşulları)
Atalet oranı = (makine toplam atalet / motor rotor atalet momenti) = Jl / J0 * redüksiyon oranının karesi < 10
Yük torku:
Vida sürücüsü: Tl = / i
F = F1 + mg (sin + cos)
Kasnak tahriki:
Tl =