Çin'de takım tezgahlarının gelişimini kısıtlayan temel bileşenlerden biri olan "vidalı mil" biliyor musunuz?
Dünyanın en büyük takım tezgahı tüketicisi olan Çin'in imalat endüstrisi, temel bir endüstri haline geldi. Otomobil endüstrisinin gelişmesi nedeniyle, takım tezgahlarının hızı ve verimliliğine yeni ve daha yüksek gereksinimler getirilmiştir. Çin'de CNC takım tezgahlarının mevcut oranının hızla geliştiği anlaşılmaktadır.

Japon takım tezgahlarının sayısal kontrol oranı, başlangıçtaki% 40'tan şu anki% 90 düzeyine yükseldi. Yaklaşık 15 yıl sürdü.Çin'in mevcut gelişme hızından, Japonya'nın mevcut seviyesine ulaşmak için çok fazla harcama yapmaya gerek olmadığı tahmin ediliyor. Son yıllarda, CNC takım tezgahı fonksiyonel parçalarının performansını ve kalitesini iyileştirmek, Çin'in takım tezgahı endüstrisinin gelişimi için en önemli öncelik haline geldi.
Yüksek performansına ulaşmak için, Çin'de üretilen takım tezgahlarının tahrikinde yüksek hassasiyetli vidalı millerin kullanılması oranı büyük ölçüde iyileştirildi. Şu anda takım tezgahlarında kullanılan vidalı miller daha düşük fiyatlarla yurt içinde üretilmekte ve Japonya ve Avrupa'dan daha yüksek hassasiyetle ithal ürünler yapılmaktadır. İthal edilen ürünler genellikle işleme hızı, doğruluk, ömür ve istikrar için daha yüksek gereksinimleri olan takım tezgahlarında kullanılır.

Takım tezgahlarının hızı arttıkça, kılavuz rayların kullanımı da kaymadan yuvarlanmaya değişti. Çin'de, takım tezgahlarının düşük hızı ve üretim maliyetleri nedeniyle, kayan kılavuzların kullanımı hala çoğunluğu oluşturuyor, ancak bilyalı kılavuzlar ve makaralı kılavuzlar kullanan takım tezgahlarının sayısı hızla artıyor. Yuvarlanan kılavuz, makine performansının iyileştirilmesi ve sayısal kontrol gereksinimleri ile yüksek hız, uzun ömür, ön yükleme, kolay kurulum vb. Avantajlara sahip olduğundan, yuvarlanma kılavuzlarının kullanım oranındaki artış kaçınılmaz bir eğilimdir.
1. Giriş
Vidalı mil, dönme hareketini doğrusal harekete dönüştürmek veya doğrusal hareketi dönme hareketine dönüştürmek için ideal bir üründür.
Bilyalı vida, bir vida, bir somun, bir çelik bilye, bir ön sıkıştırma parçası, bir ters çevirici ve bir toz geçirmez cihazdan oluşur. İşlevi, dönme hareketini, Akem vidanın daha da genişlemesi ve geliştirilmesi olan doğrusal harekete dönüştürmektir.Bu gelişmenin önemli önemi, yatağı kayma hareketinden yuvarlanma hareketine çevirmektir. Küçük sürtünme direnci nedeniyle, vidalı miller çeşitli endüstriyel ekipmanlarda ve hassas aletlerde yaygın olarak kullanılmaktadır.
Vidalı mil, takım tezgahlarında ve hassas makinelerde en yaygın kullanılan aktarım elemanıdır. Ana işlevi, dönme hareketini doğrusal harekete dönüştürmek veya torku eksenel tekrarlayan kuvvete dönüştürmektir.Ayrıca yüksek hassasiyet, tersinirlik ve yüksek Verimlilik özellikleri.
Vidalı milin ana parametreleri: Nominal çap ve kurşun.
2. İlke
1. Ulusal standart GB / T17587.3-1998'e ve uygulama örneklerine göre, bilyalı vida (temelde genellikle vida olarak bilinen trapez vidanın yerini almıştır) dönme hareketini doğrusal harekete dönüştürmek veya doğrusal hareketi dönme hareketine dönüştürmek için kullanılır Harekete geçirici elemanlar, yüksek aktarım verimliliği, doğru konumlandırma vb.
2. Aktif gövde olarak bilyalı vida kullanıldığında, somun, vidanın dönüş açısı ile karşılık gelen spesifikasyonun kılavuzuna göre doğrusal harekete dönüştürülecektir.Pasif iş parçası, karşılık gelen doğrusal hareketi gerçekleştirmek için somun yatağı ve somun aracılığıyla bağlanabilir.
Çeşitli amaçlara uyum sağlamak için, bilyalı vidalı rulmanlar çok çeşitli standartlaştırılmış ürünler sunar. Takım tezgahlarında yaygın olarak kullanılan bilye sirkülasyon yöntemleri arasında sirkülasyon kanalı tipi, sirkülatör tipi ve uç kapak tipi bulunur. Ön yükleme yöntemleri, konumlandırma ön yüklemesini (çift somun yöntemi, konum ön yükleme yöntemi) ve sabit basınçlı ön yüklemeyi içerir. Amaca göre uygun tip seçilebilir. Vida, yüksek hassasiyetli taşlama hassas bilyalı vidaya (hassasiyet CO-C7'den 6 sınıfa ayrılmıştır) ve yüksek hassasiyetli soğuk haddeleme ile oluşturulan soğuk haddelenmiş bilyalı vidalı yatağa sahiptir (hassasiyet C7-C10'dan 3'e bölünmüştür) Seviyeler).

Üç, kullan
Ultra yüksek DN değerli bilyalı vida: yüksek hızlı takım tezgahı, yüksek hızlı entegre işleme merkezi tezgahı
Uç kapaklı vidalı mil: hızlı taşıma sistemi, genel endüstriyel makineler, otomatik makineler
Yüksek hızlı vidalı miller: CNC makineleri, hassas takım tezgahları, endüstriyel makineler, elektronik makineler, yüksek hızlı makineler
Hassas taşlamalı bilyalı vidalar: CNC makineleri, hassas takım tezgahları, endüstriyel makineler, elektronik makineler, taşıma makineleri, havacılık endüstrisi, diğer antenlerde kullanılan aktüatörler, valf anahtarı cihazları vb.
Döner somun (R1) serisi vidalı miller: yarı iletken makineler, endüstriyel robotlar, ağaç işleme makineleri, lazer işleme makineleri, taşıma cihazları vb.
Yuvarlanma dereceli bilyalı vida: düşük sürtünme, sorunsuz çalışma, hızlı teslimat ve düşük fiyatın avantajları
Ağır hizmet tipi vidalı miller: tamamen elektrikli enjeksiyon kalıplama makineleri, presler, yarı iletken üretim ekipmanları, ağır hizmet tipi frenler, endüstriyel makineler, dövme makineleri
Dört, yazın
Yaygın olarak kullanılan iki dolaşım yöntemi vardır: dış dolaşım ve iç dolaşım. Döngü sırasında bilye bazen kılavuz vidayı ayırır; dış döngü denir; bilye her zaman kılavuz vida ile temas halinde kalır, iç döngü olarak adlandırılır.
1) Dış döngü:
Dış sirkülasyon, dolaşım işlemi bittikten sonra bilyaların spiral oluktan vida somuna geri dönmesi veya somunun dış yüzeyinde entübasyon olması anlamına gelir. Dış sirkülasyon vidalı somun çiftinin bilye sirkülasyonuna göre dönüş yöntemleri ağırlıklı olarak uç kapak tipi, entübasyon tipi ve spiral oluk tipidir.
Yaygın olarak kullanılan dış dolaşım yöntemleri, uç kapak tipi, entübasyon tipi, spiral oluk tipidir.
Uç kapak tipinde, bilyaların dönüş geçişi olarak hizmet etmesi için somun üzerinde uzunlamasına bir delik açılmıştır Somunun her iki ucundaki kapak plakalarında bilyalar için dönüş delikleri vardır ve bilyeler bir döngü oluşturmak için dönüş borusuna girer.
Entübasyon tipi, dönüş borusu olarak dirseği kullanır.Bu yapı iyi bir üretilebilirliğe sahiptir, ancak boru somunun dışına çıktığı için radyal boyut daha büyüktür.
Spiral oluk tipi, somunun dış çemberinde frezelenmiş spiral bir oluktur ve oluğun her iki ucunda da bir dönüş kanalı oluşturmak için dişli yuvarlanma yoluna teğet delikler açılır.Bu yapı, kanülden daha küçük bir radyal boyuta sahiptir. İmalat daha karmaşıktır. Dış sirkülasyon vidalı mil basit bir dış sirkülasyon yapısına ve üretim sürecine sahiptir ve yaygın olarak kullanılmaktadır. Dezavantajı, bilye yuvarlanma yollarının stabilitesini etkileyen yuvarlanma yollarının eklemlerini yumuşatmanın zor olmasıdır.
2) İç döngü: İç sirkülasyon, bilye sirkülasyonunu gerçekleştirmek için invertörü kullanır.İki tip invertör vardır.
Silindirik dışbükey anahtar ters çevirici, silindirik kısmı somuna gömülüdür ve ucunda ters yiv bulunur. Ters oluk, diş yuvarlanma yolu yönünün hizalanmasını sağlamak için silindirik dış yüzey ve üst uçtaki yuvarlak anahtar tarafından konumlandırılır.
Düz yuvarlak geçmeli ters çevirici, ters çevirici genel bir yuvarlak başlı yassı anahtar geçmedir, uç somunun yuvasına gömülüdür ve uç, ucun dış çevresi tarafından konumlandırılan bir ters olukla açılır.
İki invertör karşılaştırıldığında, ikincisi daha küçük bir boyuta sahiptir, bu da somunun radyal boyutunu azaltır ve eksenel boyutu kısaltır. Ancak, bu ters çeviricinin dış çevresi ve somun üzerindeki oluğun boyutsal doğruluğunun yüksek olması gerekmektedir.
Tip seçimi
Vidalı bilyalı somunlar, çelik bilyenin sirkülasyon moduna göre dirsek tipi, sirkülatör tipi ve uç kapak tipi olarak ikiye ayrılabilir. Bu üç dolaşım yönteminin avantajları.
Dirsek tipi
SBN, BNF, BNT, BNFN, BIF ve BTK modelleri) bu modelleri bulabilirsiniz.
Dolaşan kılavuz kanat tipi (HBN tipi)
Bu modeller, çelik bilyelerin dirsek kullanımıyla dolaşmasına izin veren en tipik somunlardır. Çelik bilye, vida milinin yivinden alınır ve dirseğe girer ve ardından sonsuz döngü hareketi için oluğa geri döner.
Sirkülatör tipi (DK, DKN, DIK, JPF ve DIR tipi)
Bu modeller en küçük somunlardır.Sirkülatör, çelik bilyenin hareket yönünü değiştirir, vida milinin dış çapını geçerek orijinal konumuna geri dönerek sonsuz bir döngü oluşturur.
Uç başlığı
(SBK, SDA, SBKH, WHF, BLK, WGF, BLW, WTF, CNF ve BLR türleri)
Bu modeller, yüksek hızlı besleme için en uygun somunlardır. Çelik bilye, vida şaftının yivinden somunun açık deliğine alınacak uç başlığı kullanır ve ardından sonsuz bir döngü hareketi yapmak için açık delikten yive geri döner.

Beş, özellikler
1. Düşük sürtünme kaybı ve yüksek iletim verimliliği
Vida mili ile vidalı mil çiftinin vida somunu arasındaki yuvarlanma hareketinde çok sayıda bilye bulunduğu için daha yüksek hareket verimi elde edilebilmektedir. Geçmiş kayar vida çifti ile karşılaştırıldığında, tahrik torku 1 / 3'ten azdır, yani aynı hareket sonucunu elde etmek için gereken güç, kayar vida çiftinin 1 / 3'üdür. Güç tasarrufunda çok yardımcı.
2. Yüksek hassasiyet
Vidalı miller genellikle dünyanın en üst düzey makine ve ekipmanı ile sürekli olarak üretilir.Özellikle fabrika ortamında taşlama, montaj ve muayene ortamlarında sıcaklık ve nem sıkı bir şekilde kontrol edilir.Mükemmel kalite yönetim sistemi sayesinde Böylece doğruluk tam olarak garanti edilebilir.
3. Yüksek hızlı besleme ve mikro besleme mümkündür
Bilyalı vida çifti bilye hareketini kullandığından, başlangıç torku son derece küçüktür ve doğru mikro beslemenin gerçekleştirilmesini sağlayabilen kayma hareketi gibi tarama fenomeni olmayacaktır.
4. Yüksek eksenel sertlik
Vidalı mil çifti önceden yüklenmiş olabilir.Ön yük eksenel boşluğu negatif bir değere getirebildiğinden ve daha sonra daha yüksek sertlik elde edebildiğinden (vidalı milde, bilyelere basınç uygulanır. Gerçekte mekanik cihazlarda kullanıldığında, Topların itme kuvveti, somunun sertliğini artırabilir).
5. Kendiliğinden kilitlenemez ve iletimin tersine çevrilebilirliğine sahiptir.
6. Vidalı Milin Korunması
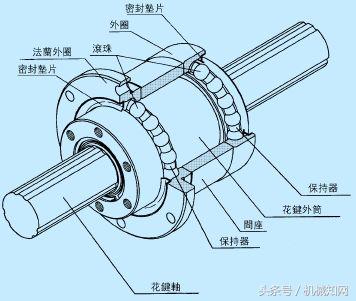
Vidalı mil çifti, aşınma direncini ve şanzıman verimliliğini artırmak için yağlanabilir. Yağlayıcılar iki kategoriye ayrılır: yağlama yağı ve gres. Yağlama yağı için motor yağı, No. 90-180 türbin yağı veya No. 140 iş mili yağı kullanın. Gres olarak lityum bazlı gres kullanılabilir. Dişli yuvarlanma yoluna ve somunun takıldığı yuva boşluğuna gres eklenir ve yağlama yağı, yuva üzerindeki yağ deliğinden somun boşluğuna enjekte edilir.
Bilyalı vida çiftleri ve diğer yuvarlanma sürtünmeli transmisyon bileşenleri, aşındırıcı parçacıkların ve kimyasal olarak aktif maddelerin girişini engelledikleri sürece, bu bileşenlerin neredeyse hiç aşınma olmadan çalıştığı düşünülebilir. Bununla birlikte, yuvarlanma yoluna kir düşerse veya kirli yağlama yağı kullanılırsa, bu sadece bilyaların normal çalışmasını engellemekle kalmaz, aynı zamanda aşınma ve yıpranmayı da artırır.

Genellikle, somun çiftini mühürlemek için bir keçe halkası kullanılır Keçe halkanın kalınlığı, ziftin 2 ila 3 katıdır ve iç delik, vidayı sıkıca sarmak ve somunun veya manşonun her iki ucundaki oluğa oturması için dişli bir şekle dönüştürülür..
Yumuşak keçeye ek olarak, sızdırmazlık halkası yağa dayanıklı kauçuk veya naylondan da yapılabilir. Sızdırmazlık halkası ve vida doğrudan temas halinde olduğundan, toz geçirmezlik etkisi daha iyidir, ancak bilyalı vida somunu çiftinin sürtünme direnci torku da artar. Bu sürtünme direnci momentinden kaçınmak için, daha sert plastikten yapılmış temassız bir labirent conta halkası kullanılabilir ve iç delik, vida dişi yuvarlanma yolunun zıt şekline getirilir ve belirli bir boşluk bırakılır.
Dışa maruz kalan kurşun vida için, vida yüzeyine toz ve aşındırıcı partiküllerin yapışmasını önlemek için genellikle spiral sert kayış, teleskopik kovan, konik kovan ve katlanabilir plastik veya suni deri şeklindeki koruyucu kapak kullanılır. Kılavuz rayın koruyucu kapağına benzemesi dışında, bu koruyucu kapakların bir ucu bilyeli somunun uç yüzüne bağlanır ve diğer ucu bilyeli vidanın destek yuvasına sabitlenir. Bu daha sağlam olabilir.
Yedi, iş parçacığının ana parametreleri
1) Dış çap d (ana çap) (D) - dış dişin tepesiyle çakışan hayali bir silindirik yüzeyin çapı - aynı zamanda nominal çap olarak da bilinir
2) İç çap (minör çap) d1 (D1) - Mukavemet hesabında tehlikeli bölümün hesaplanan çapı olarak kullanılan dış dişin tabanı ile çakışan hayali silindirik yüzeyin çapı
3) Adım çapı d2 Diş kalınlığının eksenel kesitte dişler arasındaki genişliğe eşit olduğu sanal silindirik yüzeyin çapı, yaklaşık olarak dişin ortalama çapına d20.5 (d + d1) eşittir
4) Pitch P - hatve çapının silindirik yüzeyinin oluşturucu üzerindeki iki bitişik diş arasındaki eksenel mesafe
5) Uç (S) - adım çapının silindirik yüzeyinin oluşturucu üzerinde aynı spiral çizgi üzerindeki iki bitişik diş arasındaki eksenel mesafe
6) İplik sayısı n genellikle üretim kolaylığı için spiral iplik sayısı n4 Adım, kılavuz ve iplik sayısı arasındaki ilişki: S = nP
7) Helis açısı orta çapın silindirik yüzeyindeki sarmalın tanjantı ile sarmalın eksenine dik düzlem arasındaki açı.
8) Diş açısı - diş eksenel düzleminde diş profilinin iki kenarı arasındaki açı 9) Diş şev açısı - diş profilinin kenarı ile diş ekseninin dikey düzlemi arasındaki açı.
Çeşitli simetrik diş dişlerinin (dikdörtgen dişler hariç) ana geometrik boyutları, ilgili standartlarda bulunabilir - nominal boyut, borunun iç çapına yaklaşık olarak eşit boru dişine dişin dış çapıdır.
Vidalı mil seçim sürecinde bilyalı vidanın kendisine dikkat edilmesi gereken ana parametreler aşağıdaki gibidir:
1. Nominal çap
Yani, kurşun vidanın dış çapı, ortak özellikler 12, 14, 16, 20, 25, 32, 40, 50, 63, 80, 100, 120'dir, ancak lütfen bu spesifikasyonlarda her üreticinin genellikle yalnızca 16 ~ 50 hazırladığını unutmayın. Diğer bir deyişle, diğer çapların çoğu vadeli işlemlerdir (sipariş üretimine bakın, teslimat süresi yaklaşık 30 ila 60 gün, Japon ürünü yaklaşık 2 ila 2,5 ay ve Avrupa ve Amerika ürünleri yaklaşık 3 ila 4 aydır) .
Nominal çap temelde yük ile orantılıdır. Çap ne kadar büyükse yük o kadar büyük olur. Belirli değerler için lütfen üreticinin ürün kataloğuna bakın. Burada sadece iki kavram açıklanmıştır: dinamik yük oranı ve statik yük oranı Birincisi, hareket halindeki nominal eksenel yüke, ikincisi ise statik durumdaki nominal eksenel yüke atıfta bulunur. Tasarım yaparken eskisine bakın. Nominal yükün maksimum yük olmadığına dikkat edilmelidir.Gerçek yükün nominal yüke oranı ne kadar küçükse, vidanın teorik ömrü o kadar yüksek olur. Öneri: Çapı 16 ~ 63'ü seçmeye çalışın.
2. Kurşun
Adım olarak da bilinir, vidanın bir dönüşü başına somunun doğrusal hareketi mesafesi anlamına gelir. Ortak uçlar 1, 2, 4, 6, 8, 10, 16, 20, 25, 32, 40'tır. Küçük ve orta ölçekli spot ürünler genellikle sadece 5, 10. Büyük kurşun genellikle 1616, 2020, 2525, 3232, 4040'a sahiptir (ilk iki hane dört hanenin çapına ve son iki kılavuza atıfta bulunur) Diğer özelliklerin çoğu üreticisi sipariş üzerine üretim yapar. Yön, doğrusal hız ile ilgilidir Giriş hızı sabit olduğunda, uç ne kadar büyükse, hız o kadar hızlıdır. Öneri: Liderlik için 5 ve 10'u seçmeye çalışın.
3. Uzunluk
İki uzunluk kavramı vardır, biri tam uzunluk ve diğeri diş uzunluğu. Bazı üreticiler yalnızca toplam uzunluğu hesaplar, ancak bazı üreticilerin diş uzunluğunu sağlaması gerekir. İplik uzunluğunda da iki parça vardır, biri ipliğin tam uzunluğu ve diğeri etkili stroktur. İlki, dişli parçanın toplam uzunluğunu ifade eder, ikincisi somun doğrusal hareketinin teorik maksimum uzunluğunu ifade eder, diş uzunluğu = etkili strok + somun uzunluğu + tasarım marjı (koruyucu bir kapak takmanız gerekiyorsa, ayrıca koruyucu kapağın sıkıştırılmış uzunluğunu da göz önünde bulundurun, Genellikle koruyucu kapağın maksimum uzunluğunun 1 / 8'i olarak hesaplanır).
Tasarım ve çizim sırasında, vidanın toplam uzunluğu aşağıdaki parametrelere göre kabaca toplanabilir: vidanın toplam uzunluğu = etkili strok + somun uzunluğu + tasarım marjı + her iki uçta destek uzunluğu (yatak genişliği + kilit somunu genişliği + kenar boşluğu) + güç Bağlantı uzunluğunu girin (bir bağlantı kullanılıyorsa, bu, kaplin uzunluğu + kenar boşluğunun kabaca yarısıdır). Özellikle, çok uzun bir uzunluğa (3 metreden fazla) veya büyük bir en boy oranına (70'ten fazla) sahipseniz, üretilip üretilemeyeceğini görmek için önceden üreticinin satış personeline danışmak en iyisidir. Genel durum, yerli üreticilerin geleneksel ürünlerinin maksimum uzunluğunun 3 olmasıdır. Pirinç, özel ürünler için 16 metre, yabancı üreticilerin normal ürünleri için 6 metre ve özel ürünler için 22 metre. Tabii ki, yerli üreticilerin daha uzun üretemeyeceği anlamına gelmez, ancak özelleştirilmiş ürünlerin fiyatları aşırıdır. Öneri: Uzunluk mümkün olduğu kadar 6 metreden az olmalıdır, aşarsa kremayer ve pinyon kullanmak daha uygun maliyetlidir.
4. Somun formu
Çeşitli üreticilerin ürün numunelerinde pek çok çeşit fındık formu bulunmakta olup, genel model numarasındaki ilk birkaç harf fındık formunu göstermektedir. Flanş formuna göre yaklaşık olarak yuvarlak flanşlar, tek kesimli flanşlar, çift kesimli flanşlar ve flanşsız flanşlar bulunmaktadır. Somunun uzunluğuna göre tek somun ve çift somun vardır (tek somun ile çift somun arasında yük ve rijitlik açısından hiçbir fark olmadığını unutmayın. Üreticinin satış görevlisinin konuşmasını dinlemeyin. Tek somun ile çift somun arasındaki temel fark, ikincisinin ön yükü ayarlayabilmesidir. İlki yapamaz ve ikincisinin fiyatı ve uzunluğu öncekinin kabaca iki katıdır). Kurulum boyutu ve performansı izin verdiğinde, tasarımcı, bakım sırasında yedek parçaların teslim süresi sorununu önlemek için seçim yaparken mümkün olduğunca geleneksel formu seçmelidir. Öneri: Sık hareketler ve yüksek hassasiyetli bakım için çift somun ve diğer durumlar için çift ve tek somun seçin. Öneri: Mümkün olduğunca, somun formu için iç halkalı çift kesik flanşlı tek bir somun seçin.
5. Hassasiyet
GB sınıflandırmasına göre, vidalı miller P ve T, yani iletim ve konumlandırma olarak sınıflandırılır.Doğruluk seviyeleri 1, 2, 3, 4 ....., yabancı ürünler genellikle iletim veya konumlandırmadan bağımsız olarak C0 olarak sınıflandırılır. ~ C10 veya özel sayısal değer Genel olarak konuşursak, genel makineler veya sıradan CNC makineleri C7'yi (herhangi bir 300 strok ± 0,05 dahilinde konumlandırma hatası) veya daha azını seçer ve yüksek hassasiyetli CNC makineleri aşağıda C3'ün (± 0,008) üzerinde C5'i (± 0,018) seçer, Optik veya algılama makineleri için C3 veya üstünü seçin.
Doğruluk ve fiyatın yüksek oranda korelasyonlu olduğunu ve doğruluk kavramının kombinasyon ve bakım olduğunu, yani vidanın kurşun hatası tüm vidanın hatasını açıklayamaz ve nitelikli fabrika doğruluğunun nominal hizmet ömrünü gösteremeyeceğini özellikle not etmek önemlidir. Her ikisi de bu doğruluğu korur. Bu bir güvenilirlik sorunudur ve üreticinin üretim süreciyle ilgilidir. Öneri: Mümkün olduğunca doğruluk için C7'yi seçin.

Yukarıda belirtilenler ana parametrelerdir ve modeli seçerken aşağıdaki parametreler kullanılmalıdır: boncuk sayısı, boncukların çapı, üretim yönteminin kodu, ön sıkıştırma seviyesi, vb. Talimatlar aşağıdaki gibidir:
6. Boncuk sayısı
Bu parametre genellikle modelin öncülüğünden sonra işaretlenir, örneğin 4010-4, bu "-4" boncuk rulolarının sayısıdır, çünkü dolaşım modu sorunu daha karmaşıktır ve kullanıcılar bunu basitçe yuvarlanan gövdenin döngü sayısı olarak anlayabilir. "-4" 4 döngü anlamına gelir. Değer ne kadar büyükse somun uzunluğu o kadar uzun olur.
7. Boncuk çapı
Bu parametre, modele yansıtılmayacak ancak her üreticinin teknik parametre tablosunda işaretlenecek olan yuvarlanma elemanının çapını ifade eder.Genellikle nominal çap ve uç ile ilgilidir ve kullanıcının uğraşmasına gerek yoktur. Ancak bazı kullanıcıların yanlış kullanım nedeniyle topu yeniden takmaları gerektiğinde bu parametreye dikkat etmeleri gerekir.Boyut genel olarak 0,001 kadar doğrudur.Elbette, kendi başınıza kurmanız tavsiye edilmez, aksi takdirde üretici, ürün hala mevcut olsa bile ücretsiz bakım sağlamaz Garanti kapsamında. Top yanlışlıkla düşerse, kuruluma yardımcı olması için tedarikçiye bilgi verilmelidir.
8. Üretim yöntemi kodu
Vidalı miller için iki ana üretim yöntemi vardır: haddeleme ve taşlama. İlki aynı zamanda haddeleme imalatı veya dönüştürme olarak da adlandırılır ve genellikle F ile gösterilir. İkincisine taşlama imalatı da denir.
Genel olarak G. Teknolojideki farklılık nedeniyle, ikisi farklı doğruluk seviyelerine ulaşabilir.Şu anda, haddeleme yönteminin elde edebileceği en yüksek doğruluk C5 seviyesidir. Bildiğim kadarıyla sadece REXROTH bu doğruluğa ulaşabilir. Ve taşlama daha yüksek hassasiyetli ürünler üretebilir. Bununla birlikte, iki üretim yönteminin doğruluğunun ve performansının tersine kaçınılmaz olmadığını unutmayın; bu, seçtiğiniz doğruluk C7 ise, bunun nasıl üretildiği ile hiçbir ilgisi olmadığı anlamına gelir.

Aslında, ikisi arasındaki ayrıntılı farkı bilmeyen üreticilerin birçok profesyonel satış personeli ile karşılaştım, bu yüzden birkaç kelime söylüyorum: haddeleme seri üretime, taşlama ise hassas üretime aittir.Birincinin üretim verimliliği ikincisinden çok daha yüksek. , Ancak birincisinin üretim ekipmanı maliyeti de ikincisinden çok daha yüksektir. Diğer bir deyişle, taşlama vidaları için giriş engeli daha düşüktür ve haddeleme üretimi için giriş engeli daha yüksektir.Yuvarlatılmış vida üretebilen üreticiler genellikle taşlama vidaları da üretebilirken, taşlama vidaları üretebilen üreticiler yapmaz. Haddelenmiş vida üretebilmelidir. Bu nedenle, aynı hassasiyete sahip ürünler için haddelenmiş ürün satın alabiliyorsanız, öğütülmüş ürün almayın, nedeni basit: ucuz. Diğer bir nokta da, haddeleme ve taşlamanın sadece vidayı ifade etmesi ve somunun tümünün taşlama yoluyla üretilmesidir.
9. Önyükleme
Ön yükleme olarak da adlandırılır. Ön yüklemeyle ilgili olarak, kullanıcının belirli ön yükleme kuvvetini ve ön yükleme yöntemini bilmesine gerek yoktur, üreticinin örneğine göre ön yükleme derecesini seçmeniz yeterlidir.
Bekleme ne kadar yüksek olursa, somun ve vida oturması o kadar sıkı olur ve sınıf ne kadar düşük olursa o kadar gevşer. İzlenecek ilke şudur: büyük çap, çift somun, yüksek hassasiyet ve büyük tahrik torku durumunda, ön yük seviyesi daha yüksek ve bunun tersi de seçilebilir.