Mekanik tasarım mühendisi tarafından önerilen takım ve fikstür tasarım kılavuzu

Bu sayının elektronik el yazmasını indirmesi gerekenler için lütfen editörün avatarına tıklayarak indirme yöntemini almak için "012" yazınız.
Fikstür tasarımı genellikle parçaların talaşlı imalat süreci formüle edildikten sonra belirli bir sürecin özel gereksinimlerine uygun olarak gerçekleştirilir.
Teknolojik sürecin formüle edilmesinde, fikstür gerçekleştirme olasılığı tam olarak dikkate alınmalıdır ve fikstürü tasarlarken, gerekirse teknolojik süreçte değişiklikler önermek mümkündür. Takım fikstürlerinin tasarım kalitesi, iş parçasının işleme kalitesini istikrarlı bir şekilde garanti edip edemeyeceği, yüksek üretim verimliliği, düşük maliyet, uygun talaş kaldırma, güvenli çalıştırma, işçilikten tasarruf ve kolay üretim ve bakım ile ölçülmelidir.

1. Fikstür tasarımının temel ilkeleri:
1. Kullanım sırasında iş parçası konumlandırmasının kararlılığını ve güvenilirliğini sağlayın;
2. İş parçasının fikstür üzerinde işlenmesini sağlamak için yeterli yük taşıma veya sıkıştırma kuvveti vardır;
3. Sıkıştırma işleminde basit ve hızlı çalışmayı sağlayın;
4. Savunmasız kısımlar hızlı bir şekilde değiştirilebilecek bir yapıda olmalıdır ve koşullar yeterli olduğunda diğer araçları kullanmamak en iyisidir;
5. Ayarlama veya değiştirme sırasında armatürün tekrar tekrar konumlandırılmasının güvenilirliğini sağlayın;
6. Karmaşık yapıdan ve yüksek maliyetten mümkün olduğunca kaçının;
7. Standart parçaları mümkün olduğunca bileşen parçası olarak seçin;
8. Şirketin dahili ürünlerinin sistemizasyonu ve standardizasyonunu oluşturun.
2. Fikstür tasarımına ilişkin temel bilgiler
İyi bir takım tezgahı fikstürü aşağıdaki temel gereksinimleri karşılamalıdır:
1. İş parçasının işleme doğruluğunu sağlamak için, işleme doğruluğunu sağlamanın anahtarı, konumlandırma referansını, konumlandırma yöntemini ve konumlandırma bileşenlerini doğru seçmektir.Gerekirse, konumlandırma hatası analizi de gereklidir.Ayrıca, fikstürdeki diğer parçaların yapısının işleme doğruluğuna dikkat edin Fikstürün iş parçasının işleme hassasiyeti gereksinimlerini karşılayabilmesini sağlamak için bunun etkisi.
2. Üretim verimliliğini artırın Özel fikstürlerin karmaşıklığı üretim kapasitesine uyarlanmalıdır.Uygun çalışma sağlamak, yardımcı süreyi kısaltmak ve üretim verimliliğini artırmak için mümkün olduğunca çeşitli hızlı ve verimli bağlama mekanizmaları kullanılmalıdır.
3. İyi proses performansı Özel fikstürün yapısı basit ve makul olmalıdır, bu da imalat, montaj, ayarlama, inceleme ve bakım için uygun olmalıdır.
4. İyi performans Fikstür yeterli sağlamlığa ve sertliğe sahip olmalı ve işlem basit, emek tasarrufu sağlayan, güvenli ve güvenilir olmalıdır. Objektif koşulların izin verdiği ve ekonomik ve uygulanabilir olduğu varsayımı altında, operatörün emek yoğunluğunu azaltmak için mümkün olduğunca pnömatik ve hidrolik mekanize bağlama cihazları kullanılmalıdır. Takım fikstürleri ayrıca talaş kaldırmayı da kolaylaştırmalıdır. Gerektiğinde, talaşların iş parçasının konumlandırılmasına zarar vermesini ve takıma zarar vermesini önlemek ve talaş birikiminin çok fazla ısı getirmesini ve proses sisteminde deformasyona neden olmasını önlemek için bir talaş kaldırma yapısı ayarlanabilir.
5. İyi Ekonomi Özel fikstür, mümkün olduğunca standart bileşenler ve standart yapı kullanmalı ve fikstürün imalat maliyetini düşürmek için basit bir yapıya ve kolay üretime sahip olmaya çalışmalıdır. Bu nedenle, üretimde armatürün ekonomik faydalarını iyileştirmek için tasarım sırasında sipariş ve üretim kapasitesine göre fikstür planının gerekli teknik ve ekonomik analizi yapılmalıdır.

3. Fikstür tasarımının standardizasyonuna genel bakış
1. Fikstür tasarımının temel yöntemleri ve adımları
Tasarım öncesi hazırlık Fikstür tasarımının orijinal verileri aşağıdakileri içerir:
a) Tasarım bildirimleri, bitmiş parça çizimleri, boş çizimler ve işlem yolları ve diğer teknik veriler, her bir sürecin işleme teknik gereksinimlerini, konumlandırma ve kelepçeleme şemalarını, önceki işlemlerin işleme içeriğini, kaba koşulları, işlemede kullanılan takım tezgahları ve araçları anlamak , Ölçü aletlerinin muayenesi, işleme payı ve kesme miktarı vb .;
b) Üretim serisini ve demirbaş talebini anlamak,
c) Kullanılan takım tezgahının ana teknik parametrelerini, performansını, özelliklerini, doğruluğunu ve bağlantı parçasının yapısının fikstürle bağlantı boyutunu anlamak;
d) Demirbaşların standart malzeme envanteri.
2. Fikstür tasarımında dikkate alınan konular
Fikstür tasarımı genel olarak tek bir yapıya sahiptir, bu da insanlara yapının çok karmaşık olmadığı hissini verir.Özellikle artık hidrolik armatürler popüler olduğu için orijinal mekanik yapı büyük ölçüde basitleştirilmiştir.Ancak tasarım süreci ayrıntılı olarak düşünülmezse kaçınılmaz olarak gereksiz sıkıntılar ortaya çıkacaktır:
a) İş parçasının boş marjı. Boşluğun boyutu çok büyük ve parazit oluşuyor. Bu nedenle tasarım öncesinde kaba çizim hazırlanmalıdır. Yeterince boşluk bırakın.
b) Fikstürün bloke edilmemiş talaş çıkarması. Tasarım sırasında takım tezgahının işleme alanının sınırlandırılması nedeniyle, fikstür genellikle kompakt olacak şekilde tasarlanmıştır.Bu zamanda, işleme işlemi sırasında oluşan demir talaşlarının, gelecekte sorunlara neden olacak talaş sıvısının zayıf akışı da dahil olmak üzere fikstürün ölü köşelerinde depolandığı genellikle göz ardı edilir. İşleme çok fazla sorun getiriyor. Bu nedenle, fiili durumun başlangıcında, işleme sürecinde ortaya çıkan sorunları dikkate almalıyız Sonuçta, fikstür, verimliliği ve rahat çalışmayı iyileştirmeye dayanmaktadır.
c) Fikstürün genel açıklığı. Açıklığın göz ardı edilmesi, operatörün kartı takmasını zorlaştırır, zaman alıcı ve zahmetli ve tabuları tasarlar.
d) Fikstür tasarımının temel teorik ilkeleri. Her bir fikstür, sayısız sıkma ve gevşetme süresinden geçmelidir, bu nedenle başlangıçta kullanıcının gereksinimlerini karşılayabilir, ancak fikstür doğruluk korumasına sahip olmalıdır, bu nedenle ilkeye aykırı bir şey tasarlamayın. Şimdi şanslı olsanız bile, uzun vadeli sürdürülebilirlik olmayacak. İyi bir tasarım zamanın sınırlarına dayanmalıdır.
e) Konumlandırma bileşenlerinin değiştirilebilirliği. Konumlandırma bileşenleri ciddi şekilde aşınmıştır, bu nedenle hızlı ve uygun değiştirme düşünülmelidir. Daha büyük parçalar halinde tasarım yapmamak en iyisidir.
Fikstür tasarım deneyiminin birikmesi çok önemlidir.Bazen tasarım bir şeydir, ancak gerçek uygulamada başka bir şeydir, bu nedenle iyi tasarım, sürekli birikim ve özet sürecidir.
Yaygın olarak kullanılan armatürler, işlevlerine göre esas olarak aşağıdaki tiplere ayrılır:
01 kelepçe
02 Delme ve freze takımları
03 CNC, alet aynası
04 Gaz ve su test aletleri
05 Kırpma ve delme takımları
06 Kaynak aleti
07 Polisaj fikstürü
08 Montaj takımları
09 Tampon baskı, lazer gravür aleti

1. Sıkıştırma kalıbı
Tanım: Ürün şeklini kullanarak konumlandırma ve kenetleme aracı


Tasarım Noktaları:
1. Bu tip kelepçe esas olarak mengene için kullanılır ve uzunluğu gerektiği gibi kesilebilir;
2. Diğer yardımcı konumlandırma cihazları, sıkıştırma kalıbı üzerinde tasarlanabilir ve sıkıştırma kalıbı genellikle kaynakla bağlanır;
3. Yukarıdaki resim basitleştirilmiş bir diyagramdır ve kavite yapısı boyutu belirli koşullara göre belirlenir;
4. Çapı 12 olan bir konumlandırma pimini hareketli kalıp üzerinde uygun bir konuma sıkıca takın ve sabit kalıbın karşılık gelen konumunda konumlandırma pimini kaydırın;
5. Montaj boşluğu, tasarım sırasında büzülmeyen boş çizim dosyasının dış hat yüzeyine göre 0.1 mm kadar kaydırılmalı ve büyütülmelidir.
2. Delme ve frezeleme takımları

Tasarım Noktaları:
1. Gerekirse, sabit çekirdek ve onun sabit plakası üzerinde bazı yardımcı konumlandırma cihazları tasarlanabilir;
2. Yukarıdaki resim yapısal bir diyagramdır ve gerçek durumun ürün yapısına göre tasarlanması gerekir;
3. Silindir, ürünün boyutuna ve işlem sırasındaki kuvvete göre belirlenir.SDA50X50 yaygın olarak kullanılır;
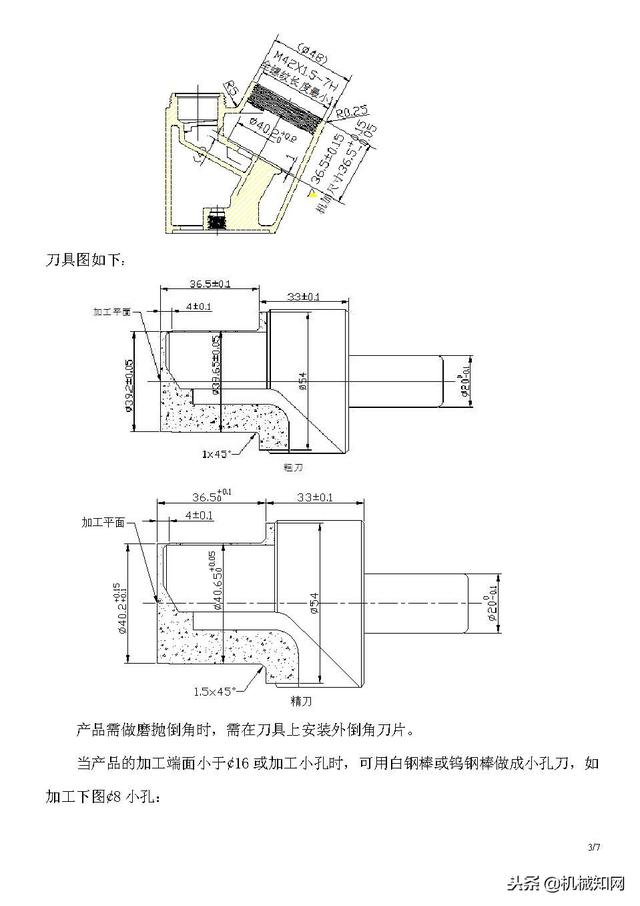
Üç, CNC, alet aynası
CNC torna aynası
İç ayna

Tasarım Noktaları:
1. Yukarıdaki şekildeki işaretsiz boyut, gerçek ürünün iç delik boyutu yapısına bağlıdır;
2. Ürünün iç deliği ile temas halinde olan dış daire, bir tarafta 0,5 mm'lik bir kenar boşluğu ile yapılmalı ve son olarak CNC tezgahına takılmalı ve söndürme işleminin neden olduğu deformasyon ve eksantrikliği önlemek için boyuta getirilmelidir;
3. Montaj parçasının malzemesi yay çeliği ve bağlantı çubuğu parçasının 45 # kullanılması önerilir;
4. Bağlantı çubuğu parçasının M20 dişi, mevcut duruma göre ayarlanabilen ortak bir diştir
Dış kiriş aynası
Yeni CNC makinesi:
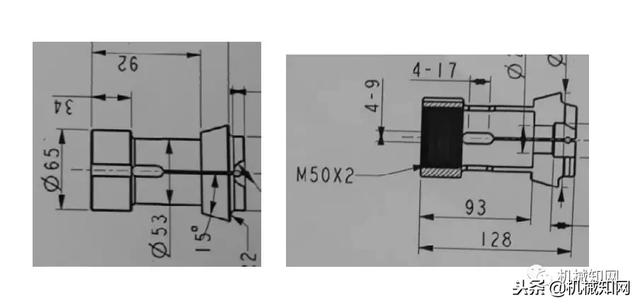
Eski CNC dış kiriş aynası

Tasarım Noktaları:
1. Yukarıdaki resim bir referans diyagramdır, montaj boyutu ve yapısı gerçek ürünün dış boyutuna ve yapısına göre belirlenir;
2. Malzeme olarak yay çeliği tavsiye edilir;
Enstrüman aynası

Tasarım Noktaları:
1. Yukarıdaki resim bir referans diyagramıdır, montaj boyutu ve yapısı gerçek ürünün dış boyutuna ve yapısına göre belirlenir;
2. Malzeme su verilmiş 45 # kullanır.
Enstrüman harici kiriş aynası