Üst düzey imalat hassas taşlama teknolojisi

Hassas taşlama için süper sert aşındırıcı taşlama taşı
Hassas taşlama teknolojisi
Taşlama, aşındırıcılar veya aşındırıcı aletlerle malzemelerin uzaklaştırılmasına yönelik işleme yöntemini ifade eder.Genel olarak, taşlama çarkının doğrusal hızına göre sınıflandırılabilir. 45 m / sn'den daha düşük bir taşlama taşı hızıyla taşlamaya normal taşlama denir. 45 m / sn'den yüksek bir taşlama hızıyla taşlamaya yüksek hızlı taşlama, 150 m / sn'den daha yüksek bir taş hızıyla taşlamaya ultra yüksek hızlı taşlama denir.
Öğütme verimliliğine göre, öğütme, sıradan öğütme ve yüksek verimli öğütme (yüksek hızlı taşlama, ultra yüksek hızlı taşlama, yavaş beslemeli taşlama, yüksek verimli derin kesme taşlama, bantlı taşlama, hızlı kısa stroklu taşlama ve yüksek hızlı ağır iş taşlama) olarak ikiye ayrılır. Yük taşlama).
Taşlama ile elde edilebilen taşlama hassasiyeti, farklı üretim ve geliştirme dönemlerinde farklı hassasiyet aralıklarına sahiptir.Şu anda, taşlama, taşlama hassasiyetine (işleme hassasiyeti> 1m, yüzey pürüzlülüğü Ra0.16 ~ 1.25) göre sıradan taşlamaya ayrılmıştır. m), hassas taşlama (işleme hassasiyeti 1 ~ 0.5m, yüzey pürüzlülüğü Ra0.04 ~ 1.25m), ultra hassas taşlama (işleme hassasiyeti 0.01m, yüzey pürüzlülüğü Ra0.01m).
Hassas işleme, belirli bir geliştirme döneminde yüksek derecede işleme hassasiyetine ve yüzey kalitesine sahip bir işleme sürecini ifade eder.Şu anda, 1 ila 0,1 µm işleme hassasiyeti ve Ra0,2 ila 0,01 µm yüzey pürüzlülüğü değerine sahip makineyle işleme anlamına gelir. teknoloji.
Hassas taşlama şu anda demir ve çelik gibi demirli metallerin ve yarı iletkenler gibi kırılgan ve sert malzemelerin hassas işlenmesi için ana yöntemlerden biridir.Modern makine ve elektronik ekipman üretim teknolojisinde çok önemli bir konuma sahiptir.
Hassas taşlama genellikle elmas ve kübik bor nitrür gibi yüksek sertlikte aşındırıcı diskler kullanır, bunlar esas olarak taşlama çarkının ince zımparalanmasına dayanır ve son derece küçük ve tekdüze mikro beslemeli (10-15 mm / dak) elmas bileme aletlerini kullanır. Aynı yükseklikte çok sayıda mikro bıçak elde edilir ve işlenmiş yüzey üzerindeki taşlama işaretleri iyidir ve son olarak kıvılcım parlatma kullanılmaz.
Mikro kesme, kayma ve sürtünmenin birleşik etkileri nedeniyle, düşük yüzey pürüzlülük değerleri ve yüksek hassasiyet gereksinimleri elde edilir. Yüksek hassasiyetli taşlama için yongalar çok incedir ve taşlama çarkının aşındırıcı taneleri yüksek gerilime maruz kalır.Aşındırıcı tanelerin yüzeyleri yüksek sıcaklık ve yüksek basınca maruz kalır.Genellikle elmas ve kübik bor nitrür gibi yüksek sertlikte aşındırıcı taşlar kullanılır.
Hassasiyet mekanizması ile ultra hassas taşlama ve sıradan taşlama arasında bazı farklılıklar vardır:
1) Ultra mikro eksizyon. Aşındırıcı taneciklerin mikro kenarlar oluşturmak için ince bir şekilde kırılması için taşlama çarkını ince bir şekilde zımparalamak için daha küçük bir pansuman ucu ve perdah derinliği uygulayın. Bir aşındırıcı tane, çok sayıda aşındırıcı taneye dönüşür, bu da taşlama çarkının tane boyutuna eşdeğer daha ince hale gelir ve mikro kenarın mikro kesme hareketi düşük pürüzlülük yaratır.
2) Mikro kenarın kontur kesme etkisi. Mikro kenar, taşlama çarkı tarafından ince bir şekilde kesilir Taşlama çarkının yüzeyinde aynı derinlikte dağılmış birçok mikro kenar vardır ve kontur iyidir, bu nedenle işlenmiş yüzeyin artık yüksekliği son derece küçüktür.
3) Tek parçacık öğütme işlemi. Aşındırıcı tane, elastik destek ve geniş bir negatif eğim açılı kesici kenara sahip elastik bir gövdedir.Taşlama sırasında iş parçası ile tek bir aşındırıcı tane temas ettiğinde, önce elastik bölge, daha sonra plastik bölge, kesme bölgesi, plastik bölge ve son olarak Talaş oluşum şekline karşılık gelen elastik bölgedir.
4) Sürekli taşlama işlemi. İş parçası dönmeye devam eder, taşlama çarkı kesmeye devam eder ve taşlama sisteminin tüm parçası elastik olarak deforme olur Taşlama kesimi (taşlama derinliği) ve gerçek iş parçası boyutu küçültme arasındaki fark elastik takım payıdır. Bundan sonra, kesilen öğütme miktarı kademeli olarak iş parçasının gerçek boyut küçültülmesine eşit hale gelir ve taşlama sistemi kararlı bir durumdadır. Son olarak, taşlama kesimi belirli bir değere ulaşır, ancak taşlama sisteminin elastik deformasyonu kademeli olarak kesmesiz derin taşlama durumuna geri döner.
Hassas taşlama teknolojisinin tarihçesi ve gelişimi
Öğütme, malzemeleri çıkarmak için aşındırıcıların kullanıldığı bir işleme yöntemidir ve aynı zamanda insanoğlunun kullandığı en erken üretim tekniği yöntemidir.
18. yüzyılın ortalarında dünyanın ilk silindirik taşlama makinesi ortaya çıktı.Aşındırıcı alet olarak kuvars taşı ve granat gibi doğal aşındırıcılar kullanılmış, taşlama taşları oluşturmak için doğal aşındırıcılar ve kil sinterlenmiş, daha sonra bir yüzey öğütücü geliştirilmiştir.
1940'ların sonunda sentetik elmas ortaya çıktı; 1957'de kübik bor nitrür başarıyla geliştirildi; taşlama teknolojisinin gelişmesiyle, özellikle süper aşındırıcı sentetik elmas taşlama taşları ve kübik bor nitrür taşlama taşlarının uygulanmasıyla, taşlama işleme uygulamaları yelpazesi artmaktadır. Artan, öğütme işleme doğruluğu ve işleme verimliliği de gelişmeye devam ediyor.
Taşlama teknolojisi hızla gelişmiştir ve taşlama makineleri de işleme tezgahlarının önemli bir bölümünü işgal etmektedir. 1997 Avrupa Takım Tezgahı Fuarı (EMO) anket verilerine göre, işletmelerin% 25'i uyguladıkları en önemli işleme teknolojisi olduğuna inanırken, sadece tornalama% 23, sondaj% 22 ve diğer% 8, taşlama makineleri işletmeler arasında yer alıyor. Takım tezgahlarının oranı% 42, torna tezgahları% 23, freze makineleri% 22 ve delme makineleri% 14'tür.
1949'dan 2007'ye kadar Çin, 1.800'den fazla genel amaçlı taşlama makinesi ve yüzlerce özel amaçlı taşlayıcı geliştirdi ve üretti.Taşlama makinelerinin mülkiyeti, metal kesme tezgahlarının toplam mülkiyetinin yaklaşık% 15'ini oluşturuyordu. Makine imalat sanayinde öğütme teknolojisi ve öğütücüler son derece önemli bir yere sahip olduğu görülmektedir.
Son yıllarda, hassas ve ultra hassas taşlama teknolojisinin yurtdışında geliştirilmesi ve araştırılmasında, özellikle ELID ayna taşlama araştırmalarına ve silikon gofret ve asferik parçaların işlenmesine yansıyan birçok başarı elde edilmiştir.
Japonya Ulusal Fizik ve Kimya Enstitüsü'nden Profesör Masaru Omori, 1987'de çevrimiçi bileme taşları için yeni bir ELID aynalı taşlama işlemini başarıyla geliştirdi.
ELID ayna taşlama teknolojisi, sabit bir bıçak yüksekliği ve iyi bir talaş tutma alanı elde etmek için taşlama çarkını sürekli olarak işlemek için çevrimiçi elektrolitik bileme kullanır.Aynı zamanda, taşlama çarkının yüzeyinde yavaş yavaş bir pasivasyon filmi oluşur. Taşlama çarkının yüzeyindeki aşındırıcı taneler aşındığında, Kimyasal film kazınır ve iş parçasının yüzeyindeki aşınma kalıntısı ile giderilir.Elektroliz işlemi devam eder ve taşlama çarkının yüzeyi kesilir.İşlenen yüzeyin yüzey pürüzlülüğü Ra 0.02 0.01m'ye ulaşır ve yüzey bir ayna gibi parlaktır.
Amerika Birleşik Devletleri, elektronik bilgisayar yarı iletken mikro işlemcilerinin işlenmesinde ELID öğütme teknolojisinin uygulanmasında atılımlar yaptı ve ulusal savunma, havacılık ve nükleer endüstri alanlarında uygulama araştırmaları da devam ediyor.PeiZJ ve diğerleri, kendi kendine dönen öğütme yöntemlerinin hassas taşlama konusunda büyük ilerleme kaydetti. Silikon gofret işleme sürecinin ve işleme parametrelerinin, taşlama taşı partikül boyutunun, soğutma sıvısı tedarikinin ve diğer işleme koşullarının taşlama kuvveti, yonga plakası yüzey doğruluğu, yüzey taşlama hatları ve yüzey pürüzlülüğü üzerindeki etkisi sistematik olarak incelenmiştir.
Almanya, ELID taşlama teknolojisini inceleyen ilk ülkelerden biridir. 1991 yılında, bir Alman takım tezgahı üreticisi bir dizi ELID özel takım tezgahı tasarladı. Ek olarak, Birleşik Krallık, Fransa ve diğer ülkeler de ELID öğütme teknolojisi hakkında derinlemesine araştırmalar yürütmüştür.
Çin'in hassas taşlama konusundaki araştırmaları henüz emekleme aşamasındadır, özellikle üniversitelerde yoğunlaşmıştır. Harbin Teknoloji Enstitüsü'nden Profesör Yuan Zhejun başkanlığındaki ELID araştırma grubu, ELID taşlama için özel bir darbe güç kaynağı, taşlama sıvısı ve taşlama çarkını başarıyla geliştirdi.Yerel takım tezgahlarında düz, harici ve dahili ELID taşlama cihazları geliştirdi ve bu da birçok İşlenmesi zor bir tür malzemenin hassas ayna taşlaması. Şu anda, teknoloji aktif olarak popüler hale getirildi ve ticarileştirildi. Donghua Üniversitesi Makine Mühendisliği Okulu'ndan araştırmacılar, sıkıştırılmış beslemenin bitirilmesi için konsolide aşındırıcı tanelerin düşük frekanslı titreşimini (f frekansı 0.5 - 20Hz, genlik 0.5 - 3mm) kullandılar ve uygun ekonomik işleme koşullarını ve ilgili parametreleri incelediler ve doğruladılar. Seramik iş parçasının taşlama ve süper bitirme işleminden sonra yüzey pürüzlülüğü 2 ila 4 derece daha azaltılabilir. Tsinghua Üniversitesi, entegre devreli ultra hassas işleme ekipmanı, disk işleme, ultra hassas bant taşlama ve parlatma ve elmas mikro toz taşlama disklerinin ultra hassas taşlama üzerine derinlemesine araştırmalar yaptı ve ilgili ürünler ortaya çıktı.
ELID taşlama teknolojisi
ELID taşlama teknolojisi, metal bazlı süper aşındırıcı taşlama taşlarının giydirilmesi sorununu çözmek için elektrokimyasal reaksiyon geleneksel olmayan malzeme kaldırma teknolojisini kullanan ultra hassas bir ayna işleme teknolojisidir.Yüksek verimlilik, yüksek hassasiyet, iyi yüzey kalitesi, basit işleme ekipmanı ve uyarlanabilirliğe sahiptir. Elektronik, makine, optik, enstrümantasyon ve otomobil alanlarında yaygın olarak kullanılmaktadır.
ELID taşlamanın temel prensipleri
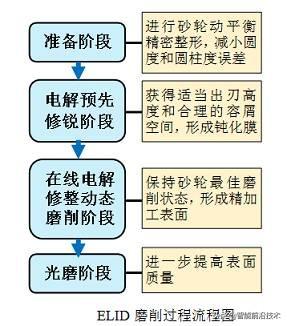
ELID (Electrolytic In-Process Pansuman) taşlama, metal bağı süper aşındırıcı taşlama çarkının yüzey oksit tabakasının sürekli zımparalanması ile pasif filmin elektrolizi inhibe etme etkisi arasında dinamik bir denge elde etmek için taşlama işleminde doğrusal olmayan elektrolitik bileme kullanılmasıdır. Böylelikle oksit tabakasının stabil bir kalınlığı elde edilir, taşlama çarkı aşındırıcı taneler sabit bir kenar yüksekliği ve iyi bir talaş tutma alanı elde edebilir ve stabil, kontrol edilebilir ve optimal bir taşlama işlemi gerçekleştirilir.Sert ve kırılgan malzemelerin ultra hassas ayna taşlaması için uygundur.
ELID taşlama için gerekli ekipman temel olarak beş elementi içerir: öğütücü, güç kaynağı, elektroliz cihazı, elektrolit ve taşlama taşı.
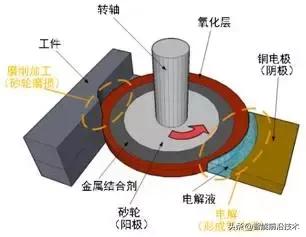
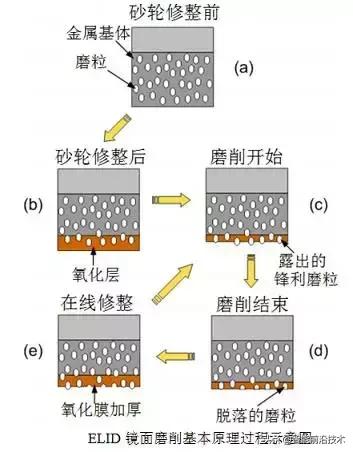
Aşağıdaki şekilde ELID ayna taşlamanın temel prensip şemasında (a) gösterildiği gibi, taşlama diski düzeltilmeden önce, taşlama taşı aşındırıcı tanelerden ve metal bağdan oluşur ve aşındırıcı taneler eşit olarak dağıtılır. Taşlamadan önce, taşlama çarkının ayrı ayrı elektrolitik olarak işlenmesi gerekir (Şekil b) Bir metal bağ tabakası, taşlama çarkının yüzeyinde iyonize edilip çözülür ve belirli bir kalınlıktaki bir pasivasyon filmi ile değiştirilir. Bir yandan, taşlama çarkının şekil hatasını etkili bir şekilde azaltabilir ve diğer yandan, taşlama çarkının iş parçasını kesmesini ve taşlama sırasında sert çiziklere neden olmasını önlemek için önceden belirli bir esnekliğe sahip bir pasivasyon filmi oluşturabilir.
Taşlama başladıktan sonra, oksit filmin aşınması çok kolay olduğundan, oksit filmde sabitlenen aşındırıcı tanecikler keskin kenarlara ve köşelere sahiptir, bu da iş parçasının yüzeyini mikro-kesmeye yönelik sayısız büyük ve küçük alet olarak kabul edilebilir. Taşlama diski, iş parçası ile temas alanından geçtikten sonra, iş parçası malzemesinin kazıma etkisinden dolayı aşındırıcı parçacıklar aşınır ve matlaşır, bıçağın yüksekliği azalır ve taşlama etkisi zayıflar. Pasivasyon filminin incelmesi ve iletkenliğin geri kazanılması nedeniyle, taşlama çarkı elektrolitin etkisi altında alet elektrot konumuna döndürüldüğünde, taşlama çarkının yüzeyinde aşındırıcı kenarın yüksekliğini artıran yeni bir oksit filmi oluşur (bkz.Şekil c). Oksit film aşınmadan önce kalınlığa ulaştığında, direnç yalıtım rolü oynayacak kadar büyüktür ve elektroliz sona erer.
Doğrusal olmayan bu elektrolizin bir sonucu olarak, bileme işleminin öğütme işlemine belirli bir uyarlanabilir yeteneğine sahip olduğu görülebilir Taşlama çarkı, her dönme döngüsü sırasında aynı oksit tabakası kalınlığını ve aşındırıcı tanelerin aynı yüksekliğini korur. Taşlama sırasında, taşlama çarkının yüzeyindeki oksit filmin elektrolizi ve aşınması dinamik bir dengeye ulaşır.Son olarak, taşlama çarkının yüzeyindeki bağlayıcı madde matrisi sürekli olarak elektrolize edilir ve taşlama işlemi sırasında metal bazlı taşlama çarkının keskinliğini sağlamak için sürekli olarak yeni aşındırıcılar maruz kalır.
Hassas taşlamayla ilgili sorunlar ve geliştirme beklentileri
Hassas ve ultra hassas taşlama teknolojisi, tüm yönleriyle hızlı bir gelişme kaydetti ve ileri üretim teknolojisinin temel teknolojilerinden biri haline geldi.Gelecekteki araştırmalarda aşağıdaki konulara odaklanılmalıdır:
1) Çok parçacıklı öğütme mekanizması, öğütme yüzeyi üretimi ve etkileyen faktörlerin çalışmasına odaklanarak ultra hassas öğütmenin temel teorisi ve teknolojisi üzerine araştırma;
2) Test cihazları için yüksek hassasiyetli, yüksek performanslı, yüksek otomasyonlu işleme makineleri ve hareketli kılavuz mekanizmaları ve rulmanlar geliştirin;
3) ELID ayna taşlama teknolojisinin mevcut sorunu, yüksek hızlı dönen taşlama çarkına güç sağlamanın çok zor olmasıdır.Temas tipi fırça güç kaynağı ekipmanı genellikle kullanılır.Bu ekipman karmaşık ve pahalıdır, bu da ELID ayna taşlama teknolojisinin yaygınlaşmasını ve uygulanmasını etkiler;
4) Ultra hassas işleme için uygun olan ve ultra ince toz sinterlenmiş metal, yeni polimer malzemeler vb. Gibi ultra yüksek hassasiyet ve ultra yüksek yüzey kalitesi elde edebilen yeni malzemeler geliştirin.
Öğütme teknolojisi hızla gelişmiştir ve mekanik işlemede çok önemli bir rol oynamaktadır. Şu anda, taşlama teknolojisinin gelişme eğilimi, süper sert aşındırıcılar geliştirmek, hassas ve ultra hassas taşlama, yüksek hızlı ve yüksek verimli taşlama mekanizmaları çalışmak, yeni taşlama işleme teknolojileri geliştirmek ve yüksek hassasiyetli, yüksek sertlikte otomatik taşlama makineleri geliştirmektir.
Mekanik ürünlerin hassasiyeti, güvenilirliği ve ömrü artmaya devam ettikçe, yüksek sertlik, yüksek mukavemet, yüksek aşınma direnci ve yüksek işlevselliğe sahip yeni malzemelerin uygulanması artmıştır.Taşlama işleme teknolojisi, taşlama mekanizması, aşındırıcılar, Hassas ultra hassas taşlama, yüksek hızlı ultra yüksek hızlı taşlama, taşlama otomasyonu ve zekası, taşlama işlemi izleme ve algılama teknolojisi, taşlama işleme yazılımı teknolojisi, vb. Hızla gelişmiştir ve işlemede hayati bir rol oynarlar. Bu nedenle, yabancı ileri taşlama teknolojilerini derinlemesine incelemeli, çeşitli gelişmiş ve pratik taşlama teknolojilerini sistematik olarak geliştirmeli ve teşvik etmeli ve makine imalat teknolojimizin ilerlemesini aktif olarak teşvik etmeliyiz.
Kaynak: Sensör Teknolojisi
(Bu makale bir ağ alıntı veya yeniden basımdır, telif hakkı orijinal yazara veya yayın medyasına aittir. Çalışmanın telif hakkına dahilseniz, lütfen bizimle iletişime geçin.)